
მორგებული პლასტმასის ნაწილები


როგორც ჩინეთში ერთ-ერთი ყველაზე კონკურენტუნარიანი ყალიბების მწარმოებელი და ჩამოსხმის კომპანია, ჩვენ ვემსახურებით ინდუსტრიის ფართო სპექტრს, მათ შორის საყოფაცხოვრებო, საავტომობილო, ელექტრონიკის, მედიცინის, სოფლის მეურნეობის, სამთო მოპოვების და ა.შ.
ჩვენი მომსახურება მოიცავს:
- CAD დიზაინი/ყალიბის ნაკადის ანალიზი/DFM
- ინდივიდუალური შეკვეთით დამზადებული ინექციური ყალიბი, ჩამოსხმის მეთოდით დამზადება
- პლასტმასის ინექციური ჩამოსხმა
- პროტოტიპების შექმნა, მცირე მოცულობის წარმოება
- ხატვა, უნარების ბეჭდვა, აწყობა
შესავალი
ჩვენი ჩამოსხმის სახელოსნო აღჭურვილია პლასტმასის ჩამოსხმის მანქანების 12 კომპლექტით, რომელთა წონა 40 ტონიდან 800 ტონამდეა, ჩვენ გთავაზობთ ავტომატური წარმოების მომსახურებას 24 საათის განმავლობაში, კვირაში 7 დღე. ჩვენს მიერ შერჩეული პლასტმასის ფისი მოიცავს ფართო სპექტრს, მათ შორის ABS, PC, PP, PA, PMMA, POM, PE და ა.შ.
ჩვენ ვამზადებთ პლასტმასის ჩამოსხმის ფორმებს. ფორმირების დასაწყისში ჩვენ ვითვალისწინებთ ჩამოსხმის მეთოდს, რაც საშუალებას გვაძლევს მივაღწიოთ ჩამოსხმის უმოკლეს ციკლს და მინიმალურ მოვლა-პატრონობის ხარჯებს, რაც საბოლოოდ ჩვენი მომხმარებლებისთვის სასარგებლო იქნება. მცირე მოცულობის წარმოების შეკვეთებიც მისასალმებელია, ეს ყოველთვის ხდება მაშინ, როდესაც მომხმარებლები თვლიან, რომ ხარჯები აუტანელია, განსაკუთრებით ფორმირების დამზადების ხარჯები. ჩვენი ფორმებს შეუძლიათ შემოგთავაზონ გადაწყვეტილებების სრული სპექტრი, რათა შეამცირონ თქვენი ბიუჯეტი მცირე მოცულობის პროექტებისთვის კარგი ხარისხით. ჩვენი ექსპერტები თქვენთან ერთად მუშაობენ თქვენი კომპანიებისთვის საუკეთესო გადაწყვეტის მოსაძებნად.
ჩვენ გვაქვს გამოცდილება სხვადასხვა პლასტმასის საინექციო ყალიბების დამზადებაში საავტომობილო, სამედიცინო, განათების, სპორტული ინვენტარის, საყოფაცხოვრებო ტექნიკისა და სოფლის მეურნეობისთვის. ამჟამად ჩვენს კომპანიაში 20 შესანიშნავი ინჟინერია დასაქმებული, რომელთა უმეტესობას კარგი განათლება აქვს პლასტმასის საინექციო ჩამოსხმის ინდუსტრიაში და ისინი ამაყობენ თავიანთი მუშაობით. ჩვენ შეგვიძლია თვეში 20 კომპლექტი საინექციო ყალიბის მიწოდება. გლობალური კომპანიების უმაღლესი მოთხოვნების დასაკმაყოფილებლად, ჩვენ განუწყვეტლივ ვდებთ ინვესტიციებს უახლეს ტექნოლოგიებში და აღვჭურვეთ ყველაზე მოწინავე ყალიბების წარმოების ობიექტები. ჩვენ გვაქვს სრული შიდა წარმოების, საინექციო ჩამოსხმის, შეღებვის და აწყობის სიმძლავრე. ჩვენი აღჭურვილობა მოიცავს, მაგრამ არ შემოიფარგლება მხოლოდ: 8 CNC კომპლექტი, ზუსტი 0.005 მმ; სარკისებური EDM 14 კომპლექტი, ნელი მავთულის ჭრის 8 კომპლექტი, 12 კომპლექტი საინექციო ჩამოსხმის მანქანები 40 ტონიდან 800 ტონამდე, 1 კომპლექტი 2D პროექციის საზომი, 1 კომპლექტი CMM. ჩვენ შეგვიძლია ავაშენოთ პლასტმასის ყალიბი და ჩამოსხმა მაქსიმუმ 7.5 ტონა, ჩამოსხმული პლასტმასის ნაწილები მაქსიმუმ 1200 გ. ჩვენ ასევე ვიყენებთ მოწინავე CAD/CAM/CAE სისტემას, შეგვიძლია ვიმუშაოთ მონაცემთა ფორმატებთან pdf, dwg, dxf, igs, stp და ა.შ.
მუშაობის პრინციპი
ინექციური ჩამოსხმა არის პროცესი, რომლის დროსაც პლასტმასის ფისი სასურველ ფორმას იღებს. ინექციური ჩამოსხმის მანქანა გამდნარ პლასტმასს აწვება ყალიბში და შემდეგ გაგრილების სისტემის მეშვეობით აგრილებს მყარ ფორმამდე. თითქმის ყველა თერმოპლასტიკი იყენებს ამ მეთოდს, სხვა დამუშავების მეთოდებთან შედარებით, ინექციური ჩამოსხმის უპირატესობაა სიზუსტე, პროდუქტიულობა, აღჭურვილობისა და ყალიბის ღირებულების მაღალი მოთხოვნები, ამიტომ ის ძირითადად ინექციური ჩამოსხმის ნაწილების დიდი მოცულობის წარმოებისთვისაა განკუთვნილი.
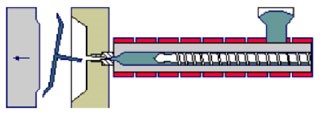
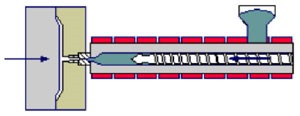
ინექციური ჩამოსხმის მანქანაში ხშირად გამოიყენება დგუშისებრი ცილინდრი/ხრახნიანი ცილინდრი. ინექციური ჩამოსხმის პროცესი: პლასტმასის ნედლეული ბუნკერიდან ცილინდრში შედის, დგუში იწყებს ბიძგს, პლასტმასის ნედლეული გათბობის ზონაში გადადის და შემდეგ შემოვლითი შატლის მეშვეობით გამდნარი პლასტმასი საქშენის მეშვეობით ყალიბის ღრუში ხვდება, შემდეგ წყალი ან ზეთი გადის დაპროექტებულ გაგრილების სისტემაში ყალიბის გასაგრილებლად და პლასტმასის ნივთის მისაღებად. ინექციური ჩამოსხმული ნაწილები ყალიბის ღრუდან, როგორც წესი, საჭიროა სათანადო დამუშავებისთვის, ჩამოსხმის პროცესში წარმოქმნილი სტრესის მოსაშორებლად, კარგი განზომილებიანი სტაბილურობისა და მუშაობის უზრუნველსაყოფად.
ექვსი ეტაპიპლასტმასის ინექციური ჩამოსხმაპროცესი
პლასტმასის ჩამოსხმის პროცესი იწყება პოლიოლეფინის გრანულების გრავიტაციული მიწოდებით ბუნკერიდან ჩამოსხმის მანქანის ინექციურ ბლოკში. სითბო და წნევა მიეწოდება პოლიოლეფინის ფისს, რაც იწვევს მის დნობას და დინებას. დნობა მაღალი წნევის ქვეშ შეჰყავთ ყალიბში. წნევა შენარჩუნებულია ღრუში არსებულ მასალაზე მანამ, სანამ ის არ გაცივდება და არ გამაგრდება. როდესაც პლასტმასის ნაწილის ტემპერატურა მასალის დამახინჯების ტემპერატურაზე დაბალია, ყალიბი იხსნება და პლასტმასის ნაწილი გამოიდევნება.
სრულ ინექციის პროცესს ჩამოსხმის ციკლი ეწოდება. დნობის ყალიბის ღრუში ინექციის დაწყებიდან ყალიბის გახსნამდე პერიოდს დამჭერის დახურვის დრო ეწოდება. ინექციის ციკლის სრული დრო შედგება დამჭერის დახურვის დროისა და ყალიბის გახსნის, პლასტმასის ნაწილის ამოღებისა და ყალიბის ხელახლა დახურვისთვის საჭირო დროისგან. ინექციური ჩამოსხმის მანქანა ფისს ჩამოსხმულ ნაწილებში გადააქვს დნობის, ინექციის, შეფუთვისა და გაგრილების ციკლის მეშვეობით. პლასტმასის ინექციური ჩამოსხმის მანქანა მოიცავს შემდეგ ძირითად კომპონენტებს, როგორც ქვემოთ არის მოცემული.
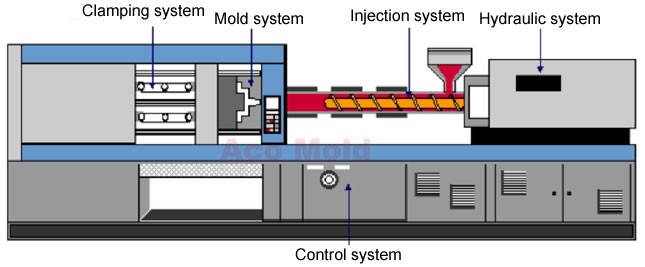
ინექციის სისტემა: ნედლეული ჩაყარეთ ცილინდრში, გააცხელეთ და გაადნეთ, შემდეგ კი გამდნარი მასალები სათადარიგო ნაწილის მეშვეობით ღრუში შეაგდეთ.
ჰიდრავლიკური სისტემა: ინექციის ძალის უზრუნველსაყოფად.
ობის სისტემა: ყალიბის ჩატვირთვა და აწყობა.
დამჭერი სისტემა: შეკუმშვის ძალის უზრუნველსაყოფად.
კონტროლის სისტემა: მოქმედების, გაგრილების სისტემის გასაკონტროლებლად.
პლასტმასის ჩამოსხმის აპარატის სიმძლავრის დასადგენად, როგორც წესი, გამოიყენება დამჭერი ძალა, სხვა პარამეტრები მოიცავს გასროლის მოცულობას, ინექციის სიჩქარეს, ინექციის წნევას, ხრახნს, ინექციის ზოლის განლაგებას, ყალიბის ზომას და შემაერთებელ ზოლებს შორის მანძილს. პლასტმასის ჩამოსხმის აპარატები შეიძლება დაიყოს რამდენიმე კატეგორიად, ჩვეულებრივი პლასტმასის ნაწილებისთვის განკუთვნილი ზოგადი დანიშნულების აპარატების გარდა, მაღალი სიზუსტის ან უჩვეულო დიზაინის გარეშე, არსებობს მჭიდრო ტოლერანტობის აპარატები, განსაკუთრებით მაღალი სიზუსტის ნაწილებისთვის, და მაღალსიჩქარიანი აპარატები თხელკედლიანი ნაწილებისთვის.
ინექციური ჩამოსხმის მთელი პროცესი მოიცავს შემდეგ ექვს ნაბიჯს
1) ფორმა იხურება და ხრახნი იწყებს წინ მოძრაობას ინექციისთვის.
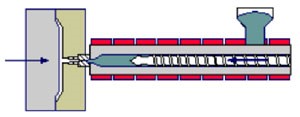
2) შევსება, გამდნარი ნედლეულის ღრუში გადაყრა.
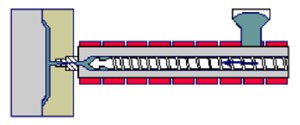
3) შეფუთეთ, ღრუ შეფუთულია ხრახნის განუწყვეტლივ წინ გადაადგილებისას.
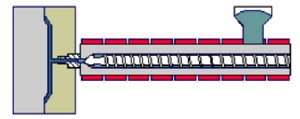
4) გაგრილებისას, კარიბჭის გაყინვისა და დახურვისას ღრუ ცივდება, ხრახნი იწყებს უკან დახევას მასალის შემდეგი ციკლისთვის პლასტიფიკაციისთვის.
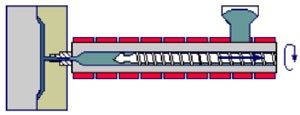
5) ყალიბის გახსნა და ნაწილის გამოდევნა, ყალიბი იხსნება და ნაწილები გამოდევნის სისტემის მეშვეობით ინექციით გამოიყოფა.
6) დახურვის შემდეგ, ფორმა იხურება და შემდეგი ციკლი იწყება.
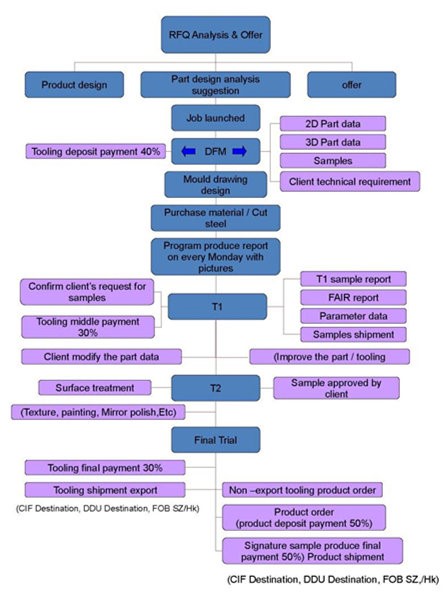
შეკვეთის გაცემის პროცედურა
მოთხოვნიდან შეკვეთის დახურვამდე, ჩვენ გვაქვს სტანდარტული პროცედურა, რომელიც უნდა დავიცვათ, რაც როგორც შიდა, ასევე მომხმარებლებს ეხმარება ყოველთვის გაარკვიონ, სად ვართ. თითოეული ეტაპის გადასვლა ასევე უფრო ადვილი და შეუფერხებელი იქნება.
ექსპორტის ინექციური პლასტმასის ყალიბის შეკვეთის პროცესი:
- მომხმარებლისგან მიღებული 2D/3D ნაწილის ნახატი, პროექტის მენეჯერი მართავს შემაჯამებელ შეხვედრას მომხმარებლისგან მიღებული მონაცემების განსახილველად ყალიბის დიზაინერებთან, ყალიბის მწარმოებლებთან, ხარისხის უზრუნველყოფის მენეჯერთან და PMC-თან. აგროვებს ყველა განხილულ ინფორმაციას და უგზავნის DFM ანგარიშს მომხმარებელს დასადასტურებლად.
- DFM ანგარიში შეიცავს ყველა საჭირო ინფორმაციას დიზაინსა და წარმოებამდე. ყალიბის კარიბჭის გზა, გამოდევნის გზა, ინექციის ქინძისთავების განლაგება, ნაწილების განლაგება, ყალიბის გამყოფი ხაზი, გაგრილების ხაზი. სპეციალური სტრუქტურული მახასიათებლები, როგორიცაა სლაიდერები, კუთხის ამწევები, ყალიბის ბირთვისა და ღრუს დასრულება, გრავირება და ა.შ.
- ყველა დეტალის განხილვის შემდეგ, ყალიბის დიზაინის დაწყება და 2D განლაგება მომხმარებელს 1-3 დღის განმავლობაში მიეწოდება, 3D ფორმირების პროცესს კი 3-7 დღე სჭირდება, რაც ყალიბის სირთულეზეა დამოკიდებული.
- ყალიბის დიზაინის გაგზავნა მომხმარებლისთვის დასამტკიცებლად, დეპოზიტის შემდეგ დაიწყეთ ყალიბის ფოლადის, ყალიბის ფუძისა და აქსესუარების შეკვეთა. წარდგენილი იქნება პროცესის ანგარიში, რომელიც ასახავს ყველა დაგეგმილ პროცესს. ყოველკვირეული ანგარიში მოჰყვება ყალიბის წარმოების პროცესის წინსვლას დასრულებამდე.
- ყალიბის პირველი ტესტირება აჩვენებს, სწორად მუშაობს თუ არა ყალიბის ყველა მექანიზმი, სწორია თუ არა ნაწილის გეომეტრია, ჩვენ ვამოწმებთ ყალიბის გაგრილების სისტემას, ყალიბის ინექციის სისტემას, ყალიბის გამოდევნის სისტემას და ა.შ. სათანადო მოდიფიკაციის შემდეგ, T1 ჩამოსხმული პლასტმასის ნიმუშები წარედგინება მომხმარებელს ზომების ანგარიშთან და ინექციური ჩამოსხმის პარამეტრებთან ერთად. ჩვეულებრივ, ეს სრულყოფილების 90%-ია.
- მიიღეთ კომენტარები ნიმუშის გაუმჯობესების, ფუნქციონალურობის, გარეგნობის, კორექტირების შემდგომი ზომების, ტექსტურის/გაპრიალების დასრულების, გრავირების და ნიმუშების საბოლოო დამტკიცებისთვის გაგზავნასთან დაკავშირებით.
- ხელსაწყოების სტაბილურობის უზრუნველსაყოფად, ჩაატარეთ მცირე ზომის ავტომატური გაშვება და CPK ანგარიშის შესწავლა.
- ყალიბის ხის ყუთში შეფუთვისას, თუ ყალიბი ზღვით იგზავნება, განსაკუთრებულ ყურადღებას ვაქცევთ ვაკუუმურ შეფუთვას ჟანგის თავიდან ასაცილებლად. შეფუთვაში შედის 2D/3D ყალიბის დიზაინის ყველა ნახაზს, NC პროგრამირების მონაცემებს, სპილენძს, სათადარიგო ნაწილებს, ურთიერთშემცვლელ ჩანართებს და ა.შ.
- მომხმარებლის ქარხანაში ყალიბის მუშაობის თვალყურის დევნება და საჭირო მომსახურების გაწევა.
კლიენტის მოთხოვნის შესაბამისად, ჩვენ შეგვიძლია დიდი ზომის პლასტმასის პროდუქტების დამზადებაც კი, რომლებიც ფართოდ გამოიყენება სამთო მოპოვებაში, მრეწველობაში, მშენებლობაში და ა.შ. განსაკუთრებული მოთხოვნების შესახებ, გთხოვთ, მიმართოთ ქარხანას.












