
მორგებული პლასტიკური ნაწილები


როგორც ერთ -ერთი ყველაზე კონკურენტუნარიანი მწარმოებელი და ინექციის ჩამოსხმის კომპანია ჩინეთში. ჩვენ ვემსახურებით ინდუსტრიის ფართო სპექტრს, მათ შორის საყოფაცხოვრებო გამოყენებას, ავტო, ელექტრონული, სამედიცინო, სოფლის მეურნეობის, სამთო და ა.შ.
ჩვენს მომსახურებებში შედის:
- CAD დიზაინის/ჩამოსხმის ნაკადის ანალიზი/DFM
- ინექციის ჩამოსხმის ჩამოსხმა, კასტინგის დამზადება
- პლასტიკური ინექციის ჩამოსხმა
- პროტოტიპი, მცირე მოცულობის წარმოება
- ფერწერა, უნარების ბეჭდვა, შეკრება
შესავალი
ჩვენი ინექციის ჩამოსხმის მაღაზია აღჭურვილია 12 კომპლექტის პლასტიკური ინექციის ჩამოსხმის აპარატებით, 40 -დან 800 ტონამდე, ჩვენ გთავაზობთ 24 საათს, კვირაში 7 დღე ავტომატურად წარმოების მომსახურებას. ჩვენ მიერ არჩეული პლასტიკური ფისოვანი ფარავს ფართო დიაპაზონს, მოიცავს ABS, PC, PP, PA, PMMA, POM, PE და ა.შ.
ჩვენ ვაშენებთ ფორმებს პლასტიკური ინექციის ჩამოსხმისთვის, ჩამოსხმის დიზაინის დასაწყისში, ჩვენ ვიღებთ ინექციის ჩამოსხმის გათვალისწინებას, ეს საშუალებას გვაძლევს მივაღწიოთ უმოკლეს ჩამოსხმის ციკლის დროს, მინიმალური შენარჩუნების ღირებულებას, რაც საბოლოოდ სარგებელს მოუტანს ჩვენს მომხმარებლებს. დაბალი მოცულობის წარმოების შეკვეთები ასევე მისასალმებელია, ეს ყოველთვის მოხდა მაშინ, როდესაც მომხმარებელი გრძნობს, რომ ღირებულება აუტანელია, განსაკუთრებით ჩამოსხმის ღირებულება. ჩვენს ფორმას შეუძლია უზრუნველყოს გადაწყვეტილებების სრული ასორტიმენტი, რომ შეამციროს თქვენი ბიუჯეტი დაბალი მოცულობის პროექტისთვის, კარგი ხარისხით. ჩვენი ექსპერტები ერთად მუშაობენ, რომ იპოვოთ საუკეთესო გამოსავალი თქვენი კომპანიებისთვის.
ჩვენ გამოცდილი გვაქვს სხვადასხვა პლასტიკური ინექციის ჩამოსხმის საავტომობილო, მედიკამენტების, განათების, სპორტული აღჭურვილობის, საყოფაცხოვრებო ტექნიკის და სოფლის მეურნეობისთვის. ამჟამად ჩვენს კომპანიაში 20 შესანიშნავი ინჟინერი გვყავს, მათ უმეტესობას აქვს კარგი განათლება პლასტიკური ინექციის ჩამოსხმის ინდუსტრიაში, ისინი ამაყობენ თავიანთი ნამუშევრებით, ჩვენ შეგვიძლია უზრუნველყოს 20 კომპლექტი ინექციის ჩამოსხმის თვეში. გლობალური კომპანიების უმაღლესი მოთხოვნების დასაკმაყოფილებლად, ჩვენ მუდმივად ვატარებთ ინვესტიციას უახლეს ტექნოლოგიაზე და ვაძლევთ ყველაზე მოწინავე ჩამოსხმის წარმოების ობიექტებს, ჩვენ გვაქვს სრული შიდა პლასტიკური ინექციის ჩამოსხმის წარმოება, ინექციის ჩამოსხმა, ფერწერა, შეკრების მოცულობა, ჩვენი მოწყობილობა მოიცავს, მაგრამ არ შემოიფარგლება მხოლოდ შემოიფარგლება : CNC- ის 8 ნაკრები, სიზუსტე 0.005 მმ; Mirror EDM- ის 14 კომპლექტი, ნელი მავთულის მოჭრის 8 ნაკრები, 12 კომპლექტი ინექციის ჩამოსხმის აპარატები 40 ტონიდან 800TON- მდე, 1 კომპლექტი 2D პროექციის გაზომვის, CMM- ის 1 კომპლექტი. ჩვენ შეგვიძლია ავაშენოთ პლასტმასის ჩამოსხმა და კვდება მაქსიმალური 7.5 ტონა, ჩამოსხმული პლასტიკური ნაწილები მაქსიმუმ 1200 გ. ჩვენ ასევე ვიყენებთ Advanced CAD/CAM/CAE სისტემას, ჩვენ შეგვიძლია ვიმუშაოთ მონაცემთა ფორმატით PDF, DWG, DXF, IGS, STP და ა.შ.
სამუშაო პრინციპი
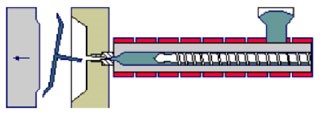
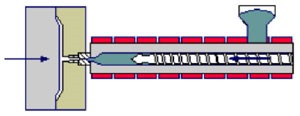
ინექციის ჩამოსხმა არის პროცესი, რომ პლასტიკური ფისოვანი სასურველ ფორმაში ჩამოყალიბდეს. ინჟექციის ჩამოსხმის მანქანა დააჭირეთ მდნარი პლასტმასის ჩამოსხმის ჩამოსხმის საშუალებით და გაცივდით გაგრილების სისტემით მყარი შექმნილი ფორმაში, თითქმის ყველა თერმოპლასტიკას ამ მეთოდის გამოყენებით, სხვა დამუშავების გზასთან შედარებით, ინექციის ჩამოსხმა აქვს უპირატესობა სიზუსტით, პროდუქტიულობით, მას აქვს უფრო მაღალი მოთხოვნა აღჭურვილობისთვის და ჩამოსხმის ღირებულება, ასე რომ, ეს ძირითადად ინექციის ჩამოსხმის ნაწილების მაღალი მოცულობის წარმოებისთვისაა.
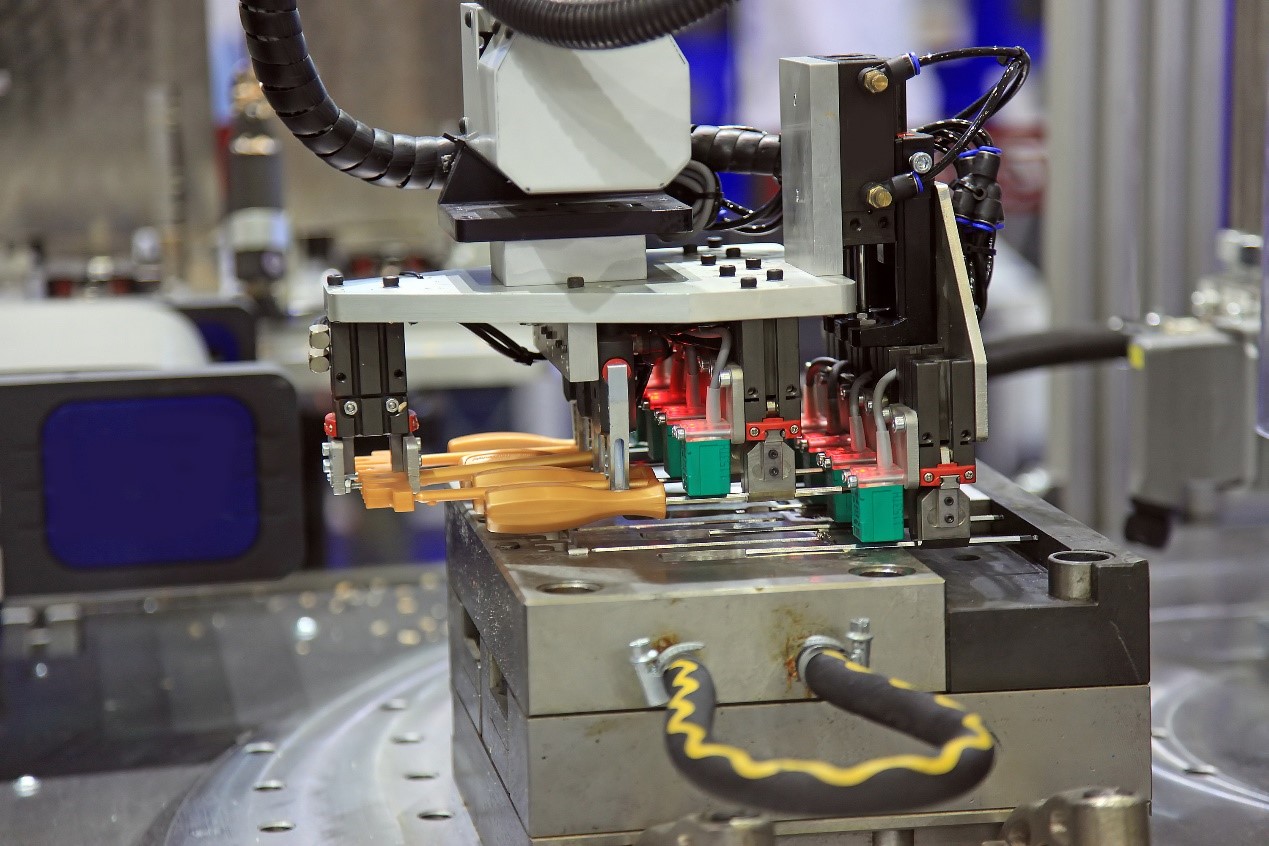
ინექციის ჩამოსხმის მანქანა ჩვეულებრივ გამოიყენება Plunger ცილინდრი / ხრახნიანი ცილინდრი. ინექციის ჩამოსხმის პროცესი: მიირთვით პლასტმასის ნედლეული ჰოპერიდან ბარელზე, პლენგერი იწყებს დაჭიმვას, პლასტმასის ნედლეული მიედინება გათბობის ზონაში და შემდეგ შემოვლითი შატლის საშუალებით, მდნარი პლასტიკური მეშვეობით nozzle- ის მეშვეობით ღრუში, ჩამოსხმის ღრუში, შემდეგ წყალი ან ზეთი გადის შემუშავებული გამაგრილებელი სისტემის საშუალებით, რომ ჩამოაგდოთ ჩამოსხმა პლასტიკური სტატიის მისაღებად. ინექციის ჩამოსხმის ნაწილები ჩამოსხმის ღრუში, როგორც წესი, საჭიროა სათანადო მკურნალობისთვის, რათა ამოიღონ ჩამოსხმის პროცესში წარმოქმნილი სტრესი, რომ ჰქონდეთ კარგი განზომილებიანი სტაბილურობა და შესრულება.
ექვსი ეტაპიპლასტიკური ინექციის ჩამოსხმაპროცესი
პლასტიკური ინექციის ჩამოსხმის პროცესი იწყება ჰოპერიდან პოლიოლეფინის გრანულების სიმძიმის კვებით, ჩამოსხმის აპარატის ინექციის განყოფილებაში. სითბო და წნევა გამოიყენება პოლიოლეფინის ფისზე, რამაც გამოიწვია ის დნება და დინება. დნობა ინექციურია მაღალი წნევის ქვეშ. წნევა შენარჩუნებულია ღრუში არსებულ მასალაზე, სანამ ის გაცივდება და გამაგრდება. როდესაც პლასტიკური ნაწილის ტემპერატურა უფრო დაბალია, ვიდრე მასალის დამახინჯება, იხსნება ფორმა და პლასტიკური ნაწილი ამოღებულია.
ინექციის სრულ პროცესს ეწოდება ჩამოსხმის ციკლი. დნობის ინექციის დაწყებას შორის პერიოდს შორის ჩამოსხმის ღრუში და ჩამოსხმის გახსნას შორის უწოდებენ სამაგრი ახლო დროს. ინექციის ციკლის მთლიანი დრო შედგება სამაგრი ახლო დროიდან, დამატებით დრო, რომელიც საჭიროა ჩამოსხმის გახსნისთვის, პლასტიკური ნაწილის განდევნის და ისევ ჩამოსხმის ჩამოსხმის, ინექციის ჩამოსხმის აპარატს ფისოვანი გადაყლაპულ ნაწილებად გადადის დნობის, ინექციის, შეფუთვის მეშვეობით და გაცივებული ციკლი. პლასტიკური ინექციის ჩამოსხმის მანქანა მოიცავს შემდეგ მნიშვნელოვან კომპონენტებს, როგორც ქვემოთ.
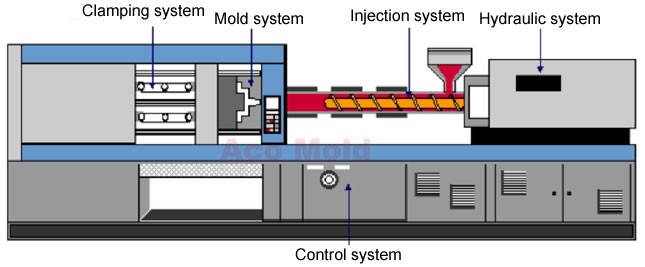
ინექციის სისტემა: მიირთვით ნედლეული ცილინდრში, გაათბეთ და გაათბეთ იგი, მიამაგრეთ მდნარი მასალები ღრუში სათადარიგო საშუალებით.
ჰიდრავლიკური სისტემა: ინექციის ძალის უზრუნველყოფა.
ჩამოსხმის სისტემა: ჩამოსხმის ჩატვირთვა და შეკრება.
დამაგრების სისტემა: შეფუთვის ძალის უზრუნველყოფა.
საკონტროლო სისტემა: მოქმედების გასაკონტროლებლად, გაგრილების სისტემა.
დამაგრების ძალა ჩვეულებრივ გამოიყენება პლასტიკური ინექციის ჩამოსხმის აპარატის სიმძლავრის დასადგენად, სხვა პარამეტრებში შედის დარტყმის მოცულობა, ინექციის სიჩქარე, ინექციის წნევა, ხრახნი, ინექციური ზოლის განლაგება, ჩამოსხმის ზომა და ჰალსტუხის ზოლებს შორის მანძილი. პლასტიკური ინექციის ჩამოსხმის აპარატები შეიძლება დაიყოს რამდენიმე კატეგორიად, გარდა ზოგადი დანიშნულების აპარატებისა, ნორმალური პლასტიკური ნაწილებისთვის მაღალი სიზუსტისა და უჩვეულო დიზაინის გარეშე, არსებობს მჭიდრო შემწყნარებლობის აპარატები, განსაკუთრებით მაღალი სიზუსტით ნაწილებისთვის და მაღალი სიჩქარით აპარატები თხელი კედლის ნაწილებისთვის.
ინექციის ჩამოსხმის მთელი პროცესი მოიცავს ექვსი ნაბიჯის შემდეგ
1) ჩამოსხმა იხურება და ხრახნი იწყებს ინექციის წინსვლას.
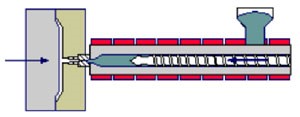
2) შევსება, ამოღება მდნარი ნედლეულის ღრუში.
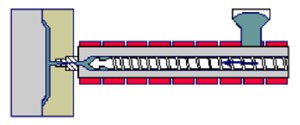
3) შეფუთვა, ღრუს შეფუთულია, რადგან ხრახნი მუდმივად წინ მიიწევს.
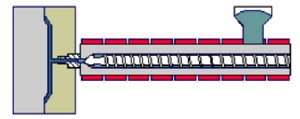
4) გაცივება, ღრუს გაცივდება, როგორც კარიბჭე ყინავს და დახურულია, ხრახნი იწყებს უკან დახევას, რათა მასალები პლასტიზაციისთვის შემდეგი ციკლისთვის.
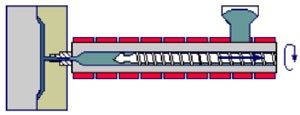
5) MOLD OPEN და PART განდევნა, MOLD იხსნება და ნაწილები ინექციურია ეგზისტენციის სისტემით.
6) დახურვა, ჩამოსხმა იხურება და შემდეგი ციკლი იწყება.
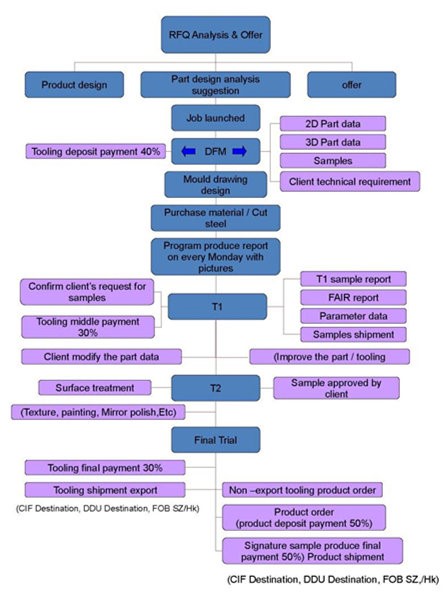
PO პროცედურა
გამოძიებიდან დაწყებული და დახურული, ჩვენ გვაქვს სტანდარტული პროცედურა, რომელიც უნდა დაიცვას, ეს ხელს უწყობს როგორც შიდა, ისე მომხმარებლებს ყოველთვის გარკვევით, თუ სად ვართ. თითოეული ნაბიჯის გადასვლა ასევე უფრო ადვილი და გამარტივებული იქნებოდა.
ექსპორტის ინექციის პლასტიკური ჩამოსხმის შეკვეთის პროცესი:
- მიიღო 2D/3D ნაწილის ნახატი მომხმარებლისგან, პროექტის მენეჯერი ატარებს კაშკაშა შეხვედრას, რათა გადახედოს მომხმარებელთა მონაცემებს MOLD დიზაინერებთან, MOLD MAKERS, QA მენეჯერი, PMC. შეაგროვეთ ყველა ინფორმაცია, გაგზავნეთ DFM ანგარიში მომხმარებელს დასადასტურებლად.
- DFM ანგარიში შეიცავს ყველა საჭირო ინფორმაციას დიზაინისა და წარმოების წინ. ჩამოსხმის გზა, განდევნის გზა, ინექციის ქინძისთავების განლაგება, ნაწილების განლაგება, ჩამოსხმის გაყოფის ხაზი, გაგრილების ხაზი. სპეციალური სტრუქტურის ფუნქცია, როგორიცაა სლაიდები, კუთხის ლიფტები, ჩამოსხმის ბირთვის და ღრუ, გრავიურა და ა.შ.
- მას შემდეგ, რაც ყველა დეტალი განიხილეს, ჩამოსხმის დიზაინის დაწყება და ჩამოსხმის დიზაინის 2D განლაგება მომხმარებელს მიეწოდება 1-3 დღის განმავლობაში, 3D- ში ჩამოსხმის დიზაინს 3-7 დღე სჭირდება, დამოკიდებულია ჩამოსხმის სირთულეზე.
- გაუგზავნეთ ჩამოსხმის დიზაინს მომხმარებელს დასამტკიცებლად, დაიწყეთ შეკვეთის ჩამოსხმის ფოლადის, ჩამოსხმის ბაზის შეკვეთა, აქსესუარები ანაბრის შემდეგ. წარდგენილი იქნება პროცესის ანგარიში და აჩვენებს დაგეგმილი ყველა პროცესი. ყოველკვირეული ანგარიში მოყვება, რადგან ჩამოსხმის წარმოების პროცესი წინ მიიწევს, სანამ არ დასრულდება.
- პირველად ჩამოსხმის ტესტირება მოგვითხრობს, თუ ფორმატის ყველა მექანიზმი სწორად მუშაობს, ნაწილის გეომეტრია სწორია, ჩვენ ვამოწმებთ ჩამოსხმის გამაგრილებელ სისტემას, ჩამოსხმის ინექციის სისტემას, ჩამოსხმის განდევნის სისტემას და ა.შ. სათანადო მოდიფიკაციის შემდეგ, T1 ჩამოსხმული პლასტმასის ნიმუშები წარუდგენენ მომხმარებელს ერთად. განზომილების ანგარიშით, ინექციის ჩამოსხმის პარამეტრით. ჩვეულებრივ, ეს არის სრულყოფილების 90%.
- მიიღეთ კომენტარები ნიმუშის გაუმჯობესების, ფუნქციონალურობის, გარეგნობის, განზომილების შემდეგ განზომილებაში, დაასრულეთ ტექსტურა/გაპრიალება, გრავიურა, გაგზავნეთ ნიმუშები საბოლოო დასამტკიცებლად.
- გააკეთეთ მცირე ავტომატურად გაშვებული და CPK ანგარიშის შესწავლა, რომ დარწმუნდეთ, რომ ხელს შეუწყობთ სტაბილურობას.
- ყუთის ყუთის შეფუთვა, თუ ზღვაზე გადაზიდული ჩამოსხმა, ჩვენ სპეციალურად ვაქცევთ ვაკუუმის შეფუთვას, რათა თავიდან ავიცილოთ ჟანგი. პაკეტებში შედის ყველა 2D/3D ჩამოსხმის დიზაინის ნახაზი, NC პროგრამირების მონაცემები, სპილენძი, სათადარიგო ნაწილები, ცვალებადი ჩანართები და ა.შ.
- მიჰყევით მომხმარებელთა ქარხანაში ჩამოსხმის მუშაობას და მიაწოდეთ საჭირო მომსახურება.
ჩვენ შეგვიძლია გავაუმჯობესოთ დიდი ზომის პლასტიკური პროდუქტები, როგორც კლიენტების მოთხოვნა, რომელსაც ფართოდ იყენებენ სამთო, სამრეწველო, მშენებლობის და ა.შ. გთხოვთ, გაეცნოთ ქარხანას განსაკუთრებული მოთხოვნისთვის.












